Resistive Evaporation Source
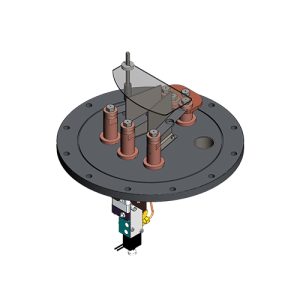
Designed for material evaporation, resistive evaporation sources offer thermal control, and are ideal for advanced applications requiring versatility.
Designed for material evaporation, resistive evaporation sources offer thermal control, and are ideal for advanced applications requiring versatility.