


{kind=link}
{kind=link}
{kind=link}
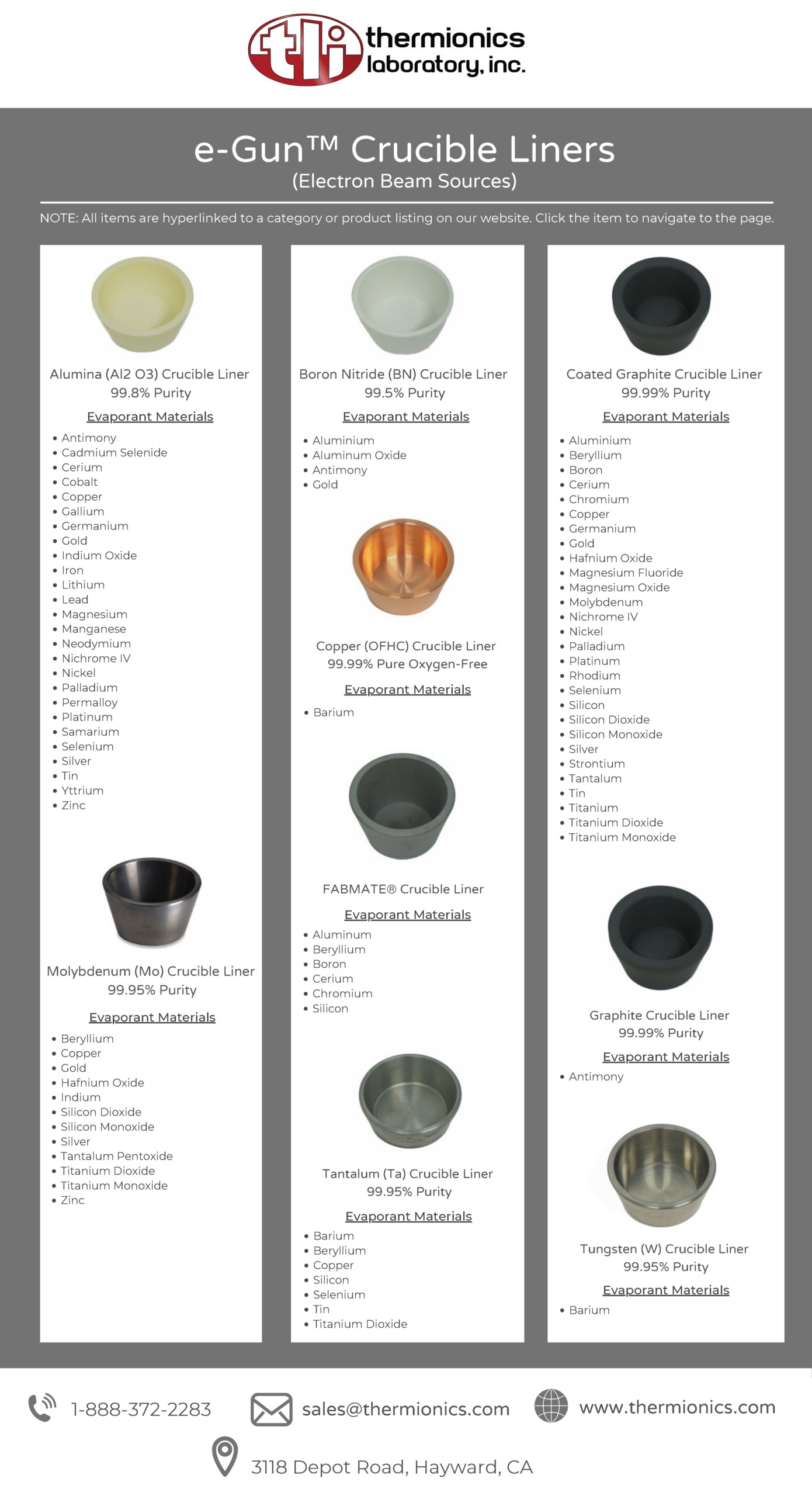
Copper Crucible Liner (Purity of 99.99%)
Thermionics crucible liners are compatible with many manufacturer’s evaporation sources.
- Liner Materials
- Crucible liners are available in various materials. Carbon graphite and glassy coated carbon graphite are two of the more common materials used. They are popular due to their low cost and favorable thermal properties.
- Carbon graphite
- is a fine grain, high density poly-crystalline material with interconnecting porosity. It can be purified to 5 ppm or less.
- Glassy coated carbon graphite
- liners are made from the same high grade carbon as above, then baked in a coated graphite process above 1,400°C to eliminate any porosity in the carbon.
- FABMATE crucible liners
- are an alternative to the glassy coated graphite. FABMATE receives an amorphous carbon treatment to provide a hard, abrasion resistant, nonporous surface.
Other crucible liner materials include:
- Alumina
- Boron Nitride
- Copper
- Molybdenum
- Tantalum
- Tungsten
Liners made from these more exotic materials are more expensive and typically limited to special applications.
Handling
Maximizing the life of a crucible liner requires careful attention to handling and storage. Never handle liners with bare hands. Liners should be handled with gloves, tongs or finger cots. Graphite, coated graphite and FABMATE liners should not be cleaned with chemicals or solvents of any kind.
Used liners should be stored in a dry, oxygen-free environment.
Better Utilization of Liners
Proper technique is important, otherwise crucible liners will break due to thermal shock. Breakage, however, can be minimized. In addition, some materials become highly reactive when molten and may alloy to the liner.
The most common cause of crucible liner breakage is thermal shock. Overfilling a liner can cause the evaporant material to “spill over” the liner onto the water-cooled crucible surface. This causes an increased thermal stress across the liner and in most cases will cause it to crack or shatter.
Liners should be filled with evaporant material at a level of no less than 25% volume and no more than 80% volume. Aluminum has a tendency to “wet” most liner materials and requires a reduced maximum charge level of 70%. Aluminum becomes highly reactive when molten and as a result will eventually react with any material.